Pipe reducers are vital components in piping systems. At its core, a pipe reducer is a type of pipe fitting designed to connect two pipes with different diameters. In other words, it enables the transition from a larger pipe size to a smaller one or vice versa. In this article, we’ll introduce pipe reducers, explaining their fundamental role in piping systems, their types, materials, applications, and dimensions.
What is a Pipe Reducer?
A pipe reducer is a type of pipe fitting that reduces the nominal bore from a bigger inner diameter to a smaller inner diameter. Piping and Pipeline Systems are not of uniform size and there is a requirement to reduce or expand the lines depending on process requirements, hydraulic criteria, or availability of material. Here comes the importance of a special pipe fitting called Pipe Reducers or Pipe Expanders.
Pipe reducers are manufactured following the ASME B16.9, DIN2615, JIS B2312, and ASME B16.11 standards and are highly reliable and compact components. Pipe reducers are usually made by a forging method known as the “outer dia method”.
Uses of Piping Reducers
Piping reducers or expanders are widely used in the piping, pipeline, and plumbing industries to change pipe size from a larger to a smaller diameter. Common industries where pipe reducers find extensive applications are:
Chemical and Petrochemical Industry
Water Treatment
HVAC Systems
Food and Beverage Industry
Mining and Construction
Oil and Gas Industries
Pharmaceutical Industry
Wastewater
Shipbuilding Industry, etc
Types of Pipe Reducers
Reducers in piping can be classified depending on various parameters as mentioned below:
Pipe Reducer Types Based on Construction Geometry
Types of Piping Reducers Based on End Connection
Pipe Reducer Categories Based on the Material of Construction
Types of Piping Reducers based on Construction Geometry
Pipe Reducers are one of the most extensively used fittings in the piping industry to reduce or expand the size of the straight part of the run pipe. Basically, there are two types of pipe reducers depending on the construction geometry:
Concentric reducers and
Eccentric reducers.
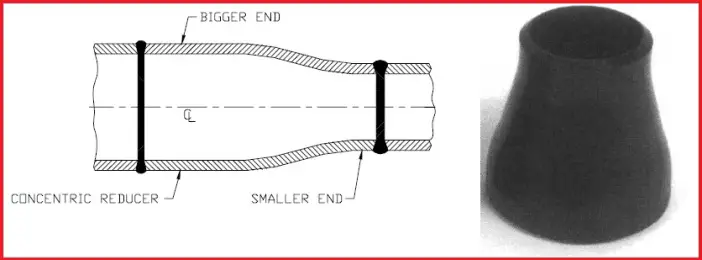
Concentric Reducers
As shown in Fig. 1, In concentric reducers the area reduction is concentric and the centerline of the pipe on a bigger end and smaller end remains the same. These styles are normally used for vertical lines. So in concentric reducers, the pipe axis remains the same. Reducers are reversible and can be used in any direction.
Fig.1: Concentric Reducers
In Concentric Reducer, the size reduction from a larger to a smaller size is uniform at a constant rate over a specified length. A symmetry is maintained around the fitting keeping the same centreline. Joining pipe or tube sections of different diameters on the same centreline axis is made possible by using concentric reducers.
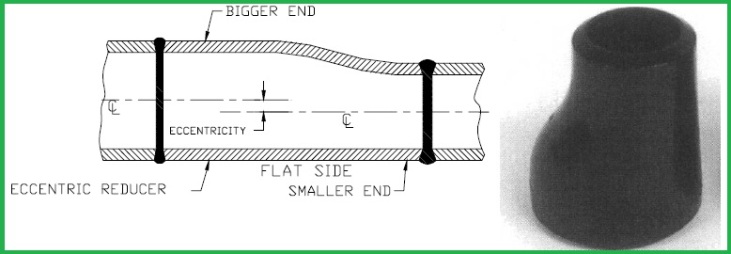
As shown in Fig. 2, in eccentric reducer there is an offset between the center lines of the bigger end and the centerline of the smaller end. This offset or eccentricity will maintain a flat side either on top or on the bottom side.
In an Eccentric Reducer, the reduction in the pipe size is achieved at a constant rate but maintains one side of the fitting horizontally. The use of eccentric reducers is also reversible and can be used as eccentric expanders. Eccentric reducers are not symmetrical about their centerlines.
Fig.2: Eccentric Reducer
This offset or eccentricity can easily be found by the following equation:
Eccentricity=(Bigger end ID-Smaller end ID)/2
Eccentric Reducer Installation
While using an eccentric reducer, the user has the option of orienting the flat side. Usually, for horizontal lines, eccentric pipe reducers are oriented with either the flat side up or down, and the same with deviation is mentioned in isometric.
Specific Uses of Eccentric Reducers
Normally eccentric reducers with the flat side down are preferred for the following cases on horizontal lines:
On Sleepers and Piperacks: To maintain the same BOP (Bottom of Pipe) for piping supports.
Control valve station: An eccentric reducer with a flat side down is required to get a constant flow through the control valve with less flow disruptions.
In horizontal gas, steam, or vapor piping, eccentric reducers are required to be installed with a flat side down which allows condensed water or fluid to drain at low points.
Pump Suction Piping Reducer
Eccentric reducers with the flat side up are used for all pump suction lines (excluding pump handling slurry) on horizontal lines. This way one can avoid air getting trapped inside the pipeline during initial venting through the pump casing and will help in avoiding Cavitation.
However, the pipe reducers used on discharge lines are concentric type.
Types of Piping Reducers based on End Connection
Depending on the end connections of this fitting with a straight pipe, reducers are grouped as follows:
Butt-welded pipe reducers
The applicable pressure rating and dimensional and material standards for butt-welding reducers are the same as those applicable to butt-welding elbows.
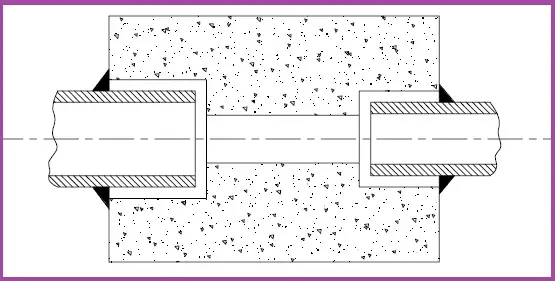
Socket welded pipe reducers
As shown in Fig.3. such reducers are available in concentric type only & in the form of pipe coupling with one end socket to fit larger diameter pipe and another end socket to fit smaller diameter pipe. Standards are the same as those applicable to socket weldingpipe elbows.
Fig.3: Socket Welded Reducers
Screwed piping reducers
Available only in the concentric type and are in the form of coupling having one end to fit bigger pipe and another end to fit smaller pipe. ASME B16.11 is an applicable dimensional standard. Material standards including pressure ratings are the same as those of screwed elbows.
Fig. 4: Flanged and Screwed Reducer
Flanged pipe reducers
Their pressure rating, use, material, and dimensional standards are the same as those applicable to flanged elbows. Regardless of reduction, their face-to-face dimensions are governed by the larger pipe size.
Pipe Reducer Categories Based on the Material of Construction
Depending on the pipe reducer material of construction, there are two types of piping reducers:
Metallic Pipe Reducers, and
Non-metallic Pipe Reducers
The common materials used for the construction of such pipe reducers are explained below.
Materials of Pipe Reducers
Pipe reducers are made of various materials like Carbon Steel, Alloy, Stainless steel, and many more non-ferrous materials. As compared to the Stainless Steel Reducer, Carbon Steel Reducer possesses higher strength, high-pressure resistance, and wear resistance but this can be easily corroded.
Carbon Steel material standards and grades used for pipe reducers are ASTM A234 WPB, A420 WPL6, MSS-SP-75, etc
Stainless Steel Pipe Reducer material grades are: ASTM A403 WP 304, 304L, A403, 316, 316L, 317, 317L, 321, 310 and 904L, etc.
Alloy Steel Pipe Reducer material grades include A234 WP1, WP5, WP9, WP11, WP22, WP91, etc.
Nickel Alloy: ASTM/ASME SB 336 UNS 2200 (NICKEL 200), UNS 8020 (ALLOY 20 / 20 CB 3, UNS 2201 (NICKEL 201), UNS 4400 (MONEL 400), UNS 8825 INCONEL (825), UNS 6625 (INCONEL 625), UNS 10276 (HASTELLOY C 276), UNS 6600 (INCONEL 600), UNS 6601 (INCONEL 601).
Copper Pipe Reducers
Brass Pipe Reducers
Non-Metallic Pipe Reducers
PVC Piping Reducers
Rubber Pipe Reducers
HDPE Pipe Reducers
Plastic Pipe Reducers
GRP/FRP Piping Reducers, etc
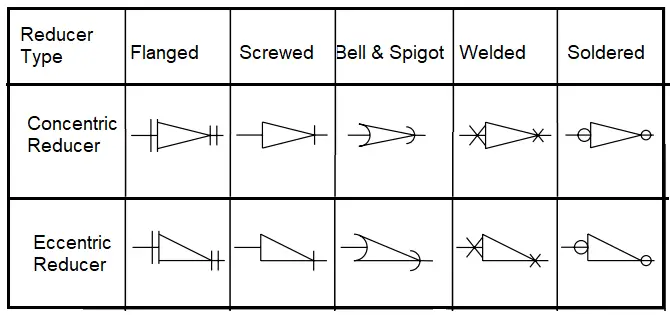
Piping Reducer Symbols
Reducer symbols help in the proper identification of the exact pipe fitting. Fig. 5 below provides the symbols for piping reducers that are used in P&ID and Isometric drawings.
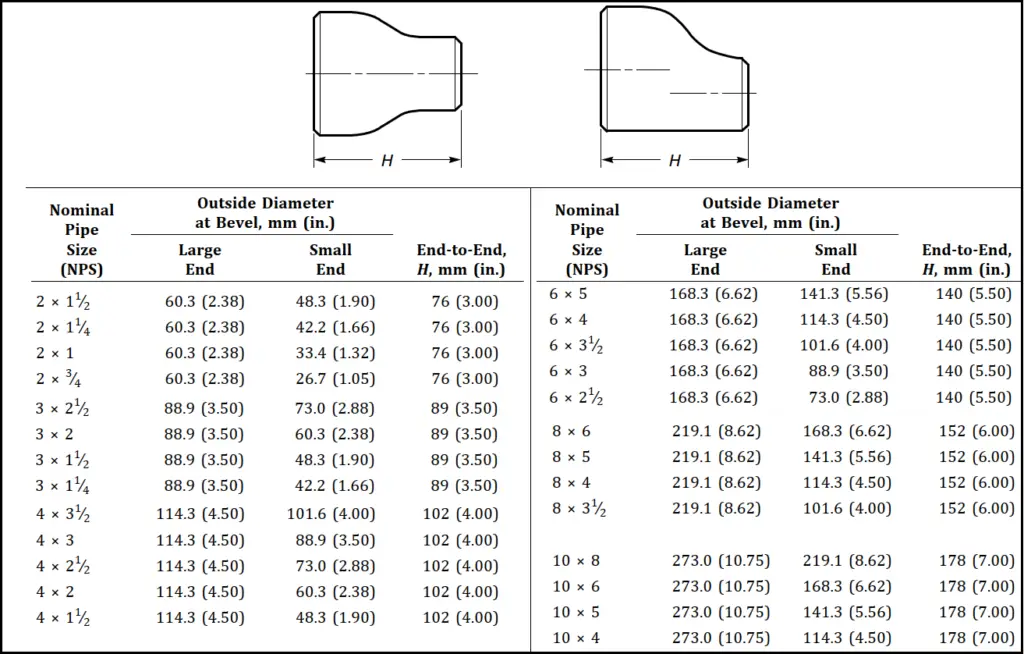
The dimensions for butt welded piping reducers are provided by ASME B16.9. In Pipe Data Pro software, you can easily get the required pipe reducer dimensions. The following image provides part of the pipe reducer size chart as a reference.
Fig. 5: Pipe Reducer Dimensions
Piping Reducer Ordering Information
The following information should be supplied to the vendor while placing an order for pipe reducers.
Pipe Size and Outer diameter
Governing standard (ASME B16.9, GB, HG, HGJ, SH, SY, DL, AN, SI, JIS, or DIN).
Differences between Concentric and Eccentric Reducers | Eccentric vs Concentric Reducers
A concentric reducer and an eccentric reducer are two different types of pipe reducers that are used to connect pipes of different sizes. The main differences between them are in their shapes and how they are used.
A concentric reducer is a type of pipe reducer that has a conical shape with a symmetrical centerline. It is designed to reduce the pipe’s diameter uniformly and is commonly used in horizontal piping systems where there is no need to maintain the same elevation. With a concentric reducer, the centerline of the larger end of the reducer coincides with the centerline of the smaller end, which means that the fluid flow direction remains unchanged.
On the other hand, an eccentric reducer is a type of pipe reducer that has an asymmetrical centerline. It is designed to reduce the pipe’s diameter and shift the centerline of the pipe at the same time, which means that it is commonly used in vertical piping systems where there is a need to maintain a constant fluid level. With an eccentric reducer, the centerline of the larger end of the reducer is offset from the centerline of the smaller end, which means that the fluid flow direction changes.
In summary, the main differences between concentric and eccentric reducers are their shapes and their application. A concentric reducer has a symmetrical centerline and is used to reduce the diameter of the pipe uniformly, while an eccentric reducer has an asymmetrical centerline and is used to shift the centerline of the pipe while reducing the diameter.
I am a Mechanical Engineer turned into a Piping Engineer. Currently, I work in a reputed MNC as a Senior Piping Stress Engineer. I am very much passionate about blogging and always tried to do unique things. This website is my first venture into the world of blogging with the aim of connecting with other piping engineers around the world.
4 thoughts on “Pipe Reducers: Concentric Reducers, Eccentric Reducers”
Thanks for the very good article.
I wanted to know about the basic difference between Swage nipple and Reducers.
In addition, it must say that standard ASME B16.9 used for butt welding reducers and B16.11 for forged steel, socket welding and threaded ones.
In selection of the materials, reducers and other components must made of material having at least the similar allowance stress of the pipe and must have a pressure retention strength of at least 87.5% of the wall thickness of the matching piping.
Furthermore, when the reducer size dropped less that 2″, it will be called Swage nipple and it is covered by MSS SP 95. connections are socket welding and threaded.
The remarkable corrosion resistance of Fe-Cr-Ni-Mo stainless steel in dilute acidic environments containing trace chlorides has been well-known over the years. The corrosion resistance arises because...
Subsea pipelines play a critical role in transporting oil and gas (hydrocarbon) from remote exploration and production sites to processing facilities and ultimately, consumers. They are essential...










Thanks for the very good article.
I wanted to know about the basic difference between Swage nipple and Reducers.
Thanks for the article
In addition, it must say that standard ASME B16.9 used for butt welding reducers and B16.11 for forged steel, socket welding and threaded ones.
In selection of the materials, reducers and other components must made of material having at least the similar allowance stress of the pipe and must have a pressure retention strength of at least 87.5% of the wall thickness of the matching piping.
Cheers
Furthermore, when the reducer size dropped less that 2″, it will be called Swage nipple and it is covered by MSS SP 95. connections are socket welding and threaded.
Thanks for the sharing.,
I wonder., is it permissible to install top flat reducer at the pump discharge side?