The vendor does the sizing with HTRI or other proprietary software.
Pressure drop is critical.
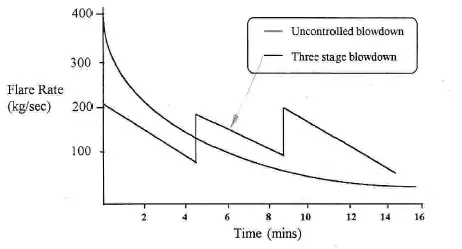
Flare and Blowdown system
The flare system needs to be designed for
Blowdown depressurizing load.
Flaring due to compressor trip
Fire case relief
Blocked discharge of the compressor
The flare system may require a KOD based on the quality of the gas flared. (Liquid presence)
Control Philosophy
Capacity control
Antisurge control
Scrubber level control
Safeguarding philosophy
Process shutdown.
Emergency shutdown.
Other shutdowns.
Process shutdown
Close the discharge ESD valve. The suction ESD valve shall remain in an open position. The blowdown ESD valve shall remain in a closed position. The antisurge valves and capacity control valve goes to the open position. The motor stops and the compressor settles out to suction pressure. The auxiliaries keep running.
Generally initiated on trips on process parameters.
The suction, inter-stage(s), and discharge scrubbers low-level close liquid outlet ESD valves.
The inter-stage(s) and After-cooler fan high vibration shall trip the respective fan.
Low temperature at the aftercooler outlet shall trip the first working fan at 30 deg C and the next at 20 deg C.
External seal gas high pressure downstream of external seal gas pressure letdown valve for LP casing shall close the external seal gas supply ESD valve.
I am a Mechanical Engineer turned into a Piping Engineer. Currently, I work in a reputed MNC as a Senior Piping Stress Engineer. I am very much passionate about blogging and always tried to do unique things. This website is my first venture into the world of blogging with the aim of connecting with other piping engineers around the world.
One thought on “Process Design of Centrifugal Compressor System”
In the Air Cooler suction another important thing is calculating AIR RECIRCULATION (amount of air NOT used during heat transfer). Secondly I would like the post rewritten for PD compressors like those used for Chlorine (liquid-ring)
The remarkable corrosion resistance of Fe-Cr-Ni-Mo stainless steel in dilute acidic environments containing trace chlorides has been well-known over the years. The corrosion resistance arises because...
Subsea pipelines play a critical role in transporting oil and gas (hydrocarbon) from remote exploration and production sites to processing facilities and ultimately, consumers. They are essential...









In the Air Cooler suction another important thing is calculating AIR RECIRCULATION (amount of air NOT used during heat transfer). Secondly I would like the post rewritten for PD compressors like those used for Chlorine (liquid-ring)